

How Temperature Control Shapes the Future of Selective Laser Melting
From Powder to Precision: Optimizing Selective Laser Melting with Accurate Heat Distribution Monitoring
Challenge
Selective Laser Melting involves extreme temperature gradients, rapid solidification, and uneven heating, which lead to defects such as cracks, warping, pores, and structural inconsistencies, compromising the mechanical integrity and dimensional accuracy of printed metal parts.
Solution
Real-time infrared temperature monitoring allows early detection of thermal irregularities, enabling process stabilization, improved heat distribution, and effective control over the melting and cooling phases during Selective Laser Melting.
Benefits
- Improves dimensional accuracy and surface integrity of printed metal components
- Reduces defects like pores, cracks, and delamination through thermal control
- Enables in-situ process monitoring for immediate error correction
- Optimizes energy input by ensuring uniform preheating and melt pool dynamics
- Enhances repeatability and reliability of additive manufacturing processes
Detection of Process Irregularities to Mitigating Defects and Ensuring Structural Integrity
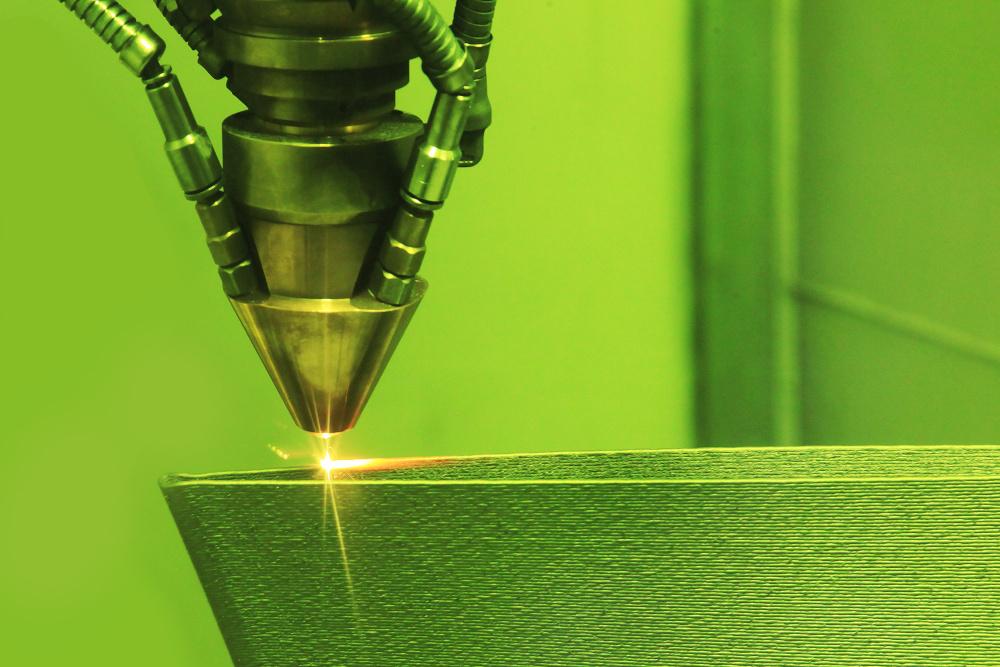
Selective Laser Melting (SLM) is a widely recognized metal additive manufacturing technology that utilizes a bed of metallic powder and a high-power laser to produce metal parts. Though often referred to by other names, such as Direct Metal Laser Sintering (DMLS), the standardized term according to ASTM is Powder Bed Fusion (PBF). PBF is a cutting-edge technique in rapid prototyping, 3D printing, and additive manufacturing, where a high-density laser is used to precisely melt and fuse layers of metallic powder, creating complex and high-quality metal components.
The designed 3D product is printed by selectively melting and re-solidifying metallic powders layer by layer. A small increment lowers the build platform, and a new layer of powder is then deposited.
The powder bed is typically preheated to reduce the energy required to reach the powder’s melting temperature. Uniform heat distribution is essential for producing a high-quality object with a homogeneous metal structure.
The motivation for temperature monitoring in Selective Laser Melting stems from the critical need to manage the complex thermal dynamics inherent in the process. SLM relies on a high-energy laser to selectively melt layers of metallic powder, resulting in rapid melting and solidification that create steep temperature gradients. These gradients can induce significant thermal stresses, leading to defects such as cracking, warping, and undesirable microstructures, compromising the final part’s quality and mechanical properties.
Effective temperature management is essential to mitigate these challenges. The high cooling rates typical of SLM can cause non-equilibrium solidification, leading to phase compositions that may weaken the material. Additionally, the laser’s interaction with the material generates complex convection currents within the melt pool, which can result in inhomogeneous material distribution and the formation of pores or voids. These defects can diminish the part’s structural integrity, making it unsuitable for demanding applications.
Temperature monitoring is crucial in detecting irregularities such as inadequate heat dissipation, which can lead to pores, delamination, or improper solidification. By closely observing temperature distribution and its evolution throughout the process, process stability, parameter optimization, and enhanced mechanical properties and dimensional accuracy of the produced parts can be maintained.
Overcoming Heat Distribution Challenges in Selective Laser Melting And Monitor Powderbed Temperature
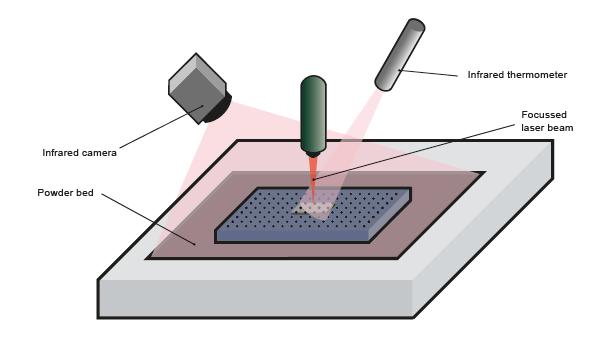
The SLM process presents significant challenges in ensuring proper preheating and uniform heat distribution across the powder bed. Uneven heat distribution can lead to structural deformations, cracks, and pore formation in the 3D-printed part. However, by monitoring the heat distribution using an Optris IR camera, hot spots can be detected early, allowing for timely corrective actions to prevent errors and ensure optimal part quality.
An Optris IR imager, such as the PI 640i, can effectively measure the bed temperature, providing crucial insights into the machine’s condition. Optris pyrometers can also be used to monitor powder bed temperature for a more cost-efficient solution. Additionally, individual areas of laser melting can be precisely monitored using a short-wavelength camera, such as the PI 08M.
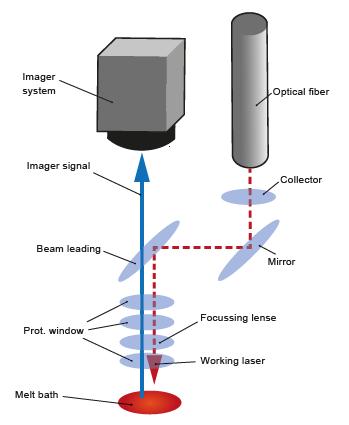
Given the high energy density of the laser and its potential reflections, the infrared sensor used for non-contact temperature measurement must be robust enough to withstand these conditions. SLM processes typically use solid-state lasers operating at 1064 nm or CO₂ lasers at 10.6 μm, and even minimal exposure to laser light, including reflections, can cause significant damage to the infrared camera. To prevent this, two strategies are recommended: using a camera that operates in a wavelength range far from the laser’s wavelength or protecting the camera with a specialized filter. Optris offers notch filters for the PI 1M and long-pass filters for LT cameras to address these challenges effectively.
Infrared Temperature Sensors with Integrated Laser-blocking Filters for Selective Laser Melting
Key applications include detecting the temperature distribution on the powder bed surface and accurately measuring the melting temperature, both of which can be achieved while the laser is in operation—an approach known as in-situ measurement. Additionally, infrared thermography is valuable for analyzing the cooling process of the sintered area. Insufficient or uneven heating can lead to undesirable component properties that fall outside of specified tolerances, a problem that can be effectively mitigated through thermographic process control. Furthermore, infrared cameras can monitor the performance and uniformity of the radiant heaters within the laser sintering machine, ensuring optimal operation and consistent results.
Emissivity is crucial for accurate temperature measurement, as it varies with multiple factors and must be carefully calibrated for specific applications. Theoretically, emissivity is affected by the material’s properties, surface quality, temperature, wavelength, measurement angle, and the configuration used during measurement. Non-metallic surfaces often maintain a consistent emissivity across different wavelengths but emit less radiation than ideal blackbody radiators, classifying them as gray bodies. In contrast, metallic surfaces, whose emissivity varies with temperature and wavelength, are called selective radiators.
For precise temperature measurement of metals, it is generally advisable to operate in the short-wave range. Metal surfaces emit the most radiation and have higher emissivity at elevated temperatures and shorter wavelengths. At these shorter wavelengths, the emissivity of metals more closely resembles that of metal oxides, reducing the potential for errors due to emissivity fluctuations.
However, this method must consider the laser’s interaction with the material, as the material’s absorption equals its emissivity, in accordance with Kirchhoff’s law of thermal radiation. Although lasers operate with a much narrower bandwidth than infrared cameras, using a notch filter is essential to block high-power laser light and prevent crosstalk that could damage the infrared sensor.
Optris offers specialized infrared cameras and pyrometers specifically designed for laser applications. Infrared cameras and pyrometers can be seamlessly integrated into a laser sintering machine, enabling users to perform critical measurements in real time.
Recommended Products




















Other 3D Printing & Additive Manufacturing Applications







Talk to us about your IR Temperature Measurement Requirements
There are over 300 different pyrometer variants to choose from in the Optris infrared pyrometer portfolio each optimized for material, spot size, distance from the target, and environmental conditions. Fortunately, there is a trained engineer to phone or chat with to guide you through the process of choosing the perfect infrared sensor for your application.
The same support is available for the extensive IR camera product line.
