

Thermal Monitoring of Inductive Hardening Process of a Crankshaft
Infrared Temperature Measurement of an Inductive Hardening Process of High-Duty Metal Parts
Challenge
Induction hardening requires precise surface temperature control to avoid brittleness or insufficient hardness. Electromagnetic interference, moving targets like crankshafts, and obstructed views from steam or inductors complicate accurate temperature monitoring using conventional contact methods like thermocouples.
Solution
Short-wavelength infrared cameras measure temperature in real-time without being affected by electromagnetic fields. They provide continuous, wide-area monitoring of dynamic components like crankshafts, enabling hot spot detection and reliable feedback for automated power control in induction heating systems.
Benefits
- Enables precise control of heating phase through accurate surface temperature feedback
- Ensures consistent hardness and mechanical properties across complex, moving parts
- Operates reliably in high-EMI environments without signal disruption
- Improves process repeatability and documentation via thermal image archiving
- Minimizes risk of defects by equalizing obstructed views using hotspot detection
Precision Infrared Temperature Feedback in Induction Hardening Processes
A hardening process enhances wear resistance, surface hardness, and fatigue life by creating a hardened surface layer while maintaining an unaffected core microstructure. Induction hardening specifically improves the mechanical properties of ferrous components in targeted areas.
Favored for components subjected to heavy loading, induction hardening imparts high surface hardness capable of withstanding extreme loads. Fatigue strength increases through the development of a soft core surrounded by a tough outer layer, making these properties desirable for parts experiencing torsional loading and impact forces. This process is performed one part at a time, ensuring consistent dimensional movement across parts.
Typical applications of induction hardening include gears, shafts, axles, cam lobes, stampings, and spindles, particularly symmetrical parts, which benefit applications such as powertrain, suspension, engine components, and stampings. Materials treated include carbon steel, alloy steel, stainless steel, powder metal, cast iron, gray iron, ductile iron, and malleable iron.
Induction heating is a non-contact process using electromagnetic induction to generate heat within the surface layer of a workpiece. By placing a conductive material in a strong alternating magnetic field from a copper coil, electric currents flow within the material, producing heat due to internal current resistance losses. In magnetic materials, additional heat is generated below the Curie point due to hysteresis losses. The current flows primarily in the surface layer, with its depth determined by the frequency of the alternating field, surface power density, material permeability, heat time, and material thickness. Components are then immediately quenched. Quenching this heated layer in water, oil, or a polymer-based quench alters the surface layer to form a harder structure than the base metal.
Achieving and maintaining the desired temperature is crucial in most induction heating processes. Thermocouples can be a reliable and cost-effective choice for temperature measurement, though their placement must be carefully considered due to potential electromagnetic field interference. Precision in controlling the heating and cooling phases ensures the metal achieves desired properties without becoming too brittle or remaining too soft. For dynamic measurements, such as along a moving crankshaft, accurate surface temperature feedback is essential to control the process effectively.
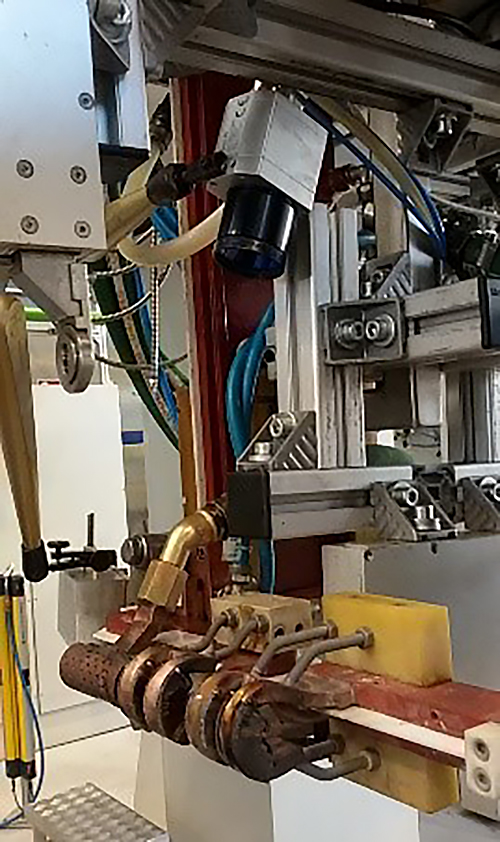
In this application, the heat distribution of a crankshaft shall be measured and hot spots localized. The information is then the input for the power control of the induction heating system.

Optimizing Induction Heating with Non-Contact Infrared Temperature Sensing
Non-contact infrared temperature sensing is the best practice for thermal measurement in induction heating processes. These infrared instruments offer rapid and accurate temperature readings of objects in strong electromagnetic fields without physical contact. They can measure extremely high temperatures, up to 3000 °C, with a wide dynamic range and fast response time, ensuring quick and precise measurements. Notably, all IR sensors are positioned outside the electromagnetic field, and their readings remain unaffected by electromagnetic interference, unlike thermocouples.
Accurate temperature measurement is crucial during the inductive hardening to ensure precise control over the heating phase. This precision is essential to avoid overheating, which can lead to excessive brittleness, or underheating, resulting in insufficient hardening.
The moving target, combined with steam or dust generated by water or oil, presents challenges for any optical system in detecting temperature. Typically, ratio pyrometers with narrow field of view are often preferred for inductive hardening applications. However, in some cases as here, especially for large-scale objects and moving inductors, a short-wavelength camera is the better choice. This option offers more flexibility, as the entire field of view can be used to detect the object. Partially covered areas by the inductor or passing steam can be equalized by reading the hotspot of the target area.
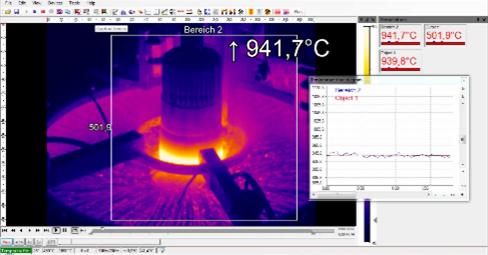
In this scenario, the Optris PI 1M provides real-time, accurate temperature distribution for target temperatures around 1000 °C without interfering with the process. Depending on the size, local conditions, and visual requirements, additional accessories like the Optris cooling jacket may be necessary to protect the infrared camera. The temperature signal can be output in different ways, either as an analog signal or digitally via software.
Closed Loop Control of Induction Hardening with Short-Wavelength Infrared Cameras
Optris short-wavelength cameras are designed to measure temperatures accurately even in harsh environments. These infrared cameras are completely decoupled from the inductor and are not susceptible to electromagnetic interference. Operators receive continuous temperature information from one or multiple areas of interest or a thermal image, which can be stored for documentation if required.
Although Optris also offers ratio pyrometers, in this case, an infrared camera is the best choice due to its ability to provide a picture. Rather than pyrometers, that measure a specific small spot, infrared cameras will measure large-scale objects and moving inductors more effectively as all temperature-relevant areas are monitored at the same time. Infrared cameras offer a wide field of view, ensuring that partially covered areas by the inductor or passing steam can be equalized by reading the hotspot of the target area. These software features make them particularly suitable for applications where a high distance-to-spot size ratio would be necessary.
In this application, the programmable logic controller (PLC) receives constant temperature data from the infrared camera, enabling a direct link to power control for an optimized hardening process. Alongside the measurement device, Optris offers accessories for proper protection and cooling of the camera, ensuring reliable performance in combination with induction hardening systems.
Recommended Products










Other Metal Applications











Talk to us about your IR Temperature Measurement Requirements
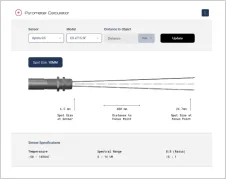
There are over 300 different pyrometer variants to choose from in the Optris infrared pyrometer portfolio each optimized for material, spot size, distance from the target, and environmental conditions. Fortunately, there is a trained engineer to phone or chat with to guide you through the process of choosing the perfect infrared sensor for your application.
The same support is available for the extensive IR camera product line.
