

The “Thermal Fingerprint” – Injection Molding in the Focus of Industry 4.0
Online Infrared Quality Assurance in Injection Molding
Challenge
Injection molding often suffers from thermal inconsistencies, causing defects like warping, dimensional instability, and surface flaws. Poorly maintained cooling systems and asymmetrical tempering lead to hotspot formation, long cycle times, and high rejection rates, all of which significantly affect part quality and production efficiency.
Solution
By integrating thermal imaging with inline monitoring, each molded part is analyzed immediately after ejection. Deviations from a reference thermal profile are automatically detected, allowing real-time feedback and corrective action. This process enables early identification of defects, enhances process visibility, and supports consistent, high-quality part production.
Benefits
- Detects thermal inconsistencies early to prevent defective parts from continuing downstream
- Reduces cycle times by identifying and correcting cooling inefficiencies promptly
- Supports predictive maintenance by flagging developing issues like blocked cooling channels
- Minimizes scrap and material waste through accurate thermal process control
- Enables consistent part quality and improved mechanical performance across production batches
Achieving Consistent Quality in Injection Molding Through Thermal Monitoring and Process Stability
Injection molding is a widely used manufacturing process for producing complex plastic parts in large volumes. The process involves heating plastic material until it melts, then injecting the molten plastic into a precisely designed mold under high pressure. Once inside the mold, the plastic cools and solidifies, forming the mold cavity. After cooling, the mold opens, and the finished part is ejected.
Uncontrolled and unstable Injection molding processes are the most common cost drivers in production. A significant portion of all part-related defects, such as insufficient dimensional stability, warping, inadequate surface quality, flash formation, sink marks, highly fluctuating part quality, and excessively long cycle times, are still attributed to the quality and setting of tool tempering during the process.
It is well known that temperature is the critical parameter in the production of plastic parts. Consistent part quality in injection molding can only be achieved when thermal equilibrium is maintained throughout the process. Approximately 60-70% of all errors related to moldings can be traced back to the tempering of the injection mold.
Dimensional problems and poor mechanical performance occur due to excessive temperature deviations in the mold wall, often caused by an asymmetrical cooling channel layout, insufficient heat dissipation, or the bridging of cooling channels.
Molding warpage is also a thermal issue. Warping is usually a result of uneven temperature distribution across the mold, caused by similar factors as dimensional problems—uneven cooling, inadequate heat dissipation, or improper cooling channel design.
Surface markings, such as shiny or matt patches or feathering, deviate, and defects arise from thermal inconsistencies in the mold, particularly around inserts, ejector pins, mandrels, retainers, ribbing, and apertures. Inadequate isolation of hot runner systems, untempered molding lots, and insufficient heat dissipation are common culprits.
Excessively long cooling and cycle times due to poorly configured tool tempering systems, significant pressure losses within the tempering system, and hotspots on the molding due to blocked cooling channels or poorly maintained cooling equipment can lead to extended cycle times. These issues are often exacerbated by using untreated or insufficiently treated water in the cooling system.
Therefore, the primary motivation for thermal monitoring is to promptly detect thermal inadequacies and process changes as soon as they occur. One of the fastest, most effective, and precise techniques available is infrared thermography.


Optimizing Injection Molding with Inline Thermal Monitoring and Smart Software Integration
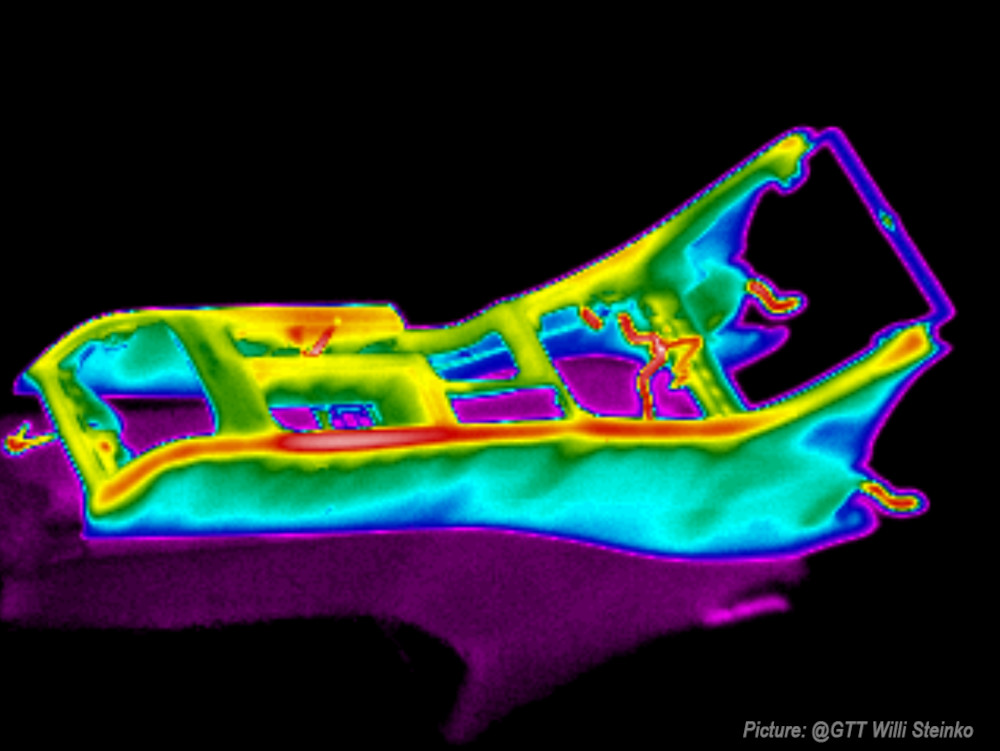
The temperature in the injection molding process varies depending on the part and material but typically falls between 120°C and 320°C. These temperatures are too low for Optris short-wavelength infrared cameras, requiring the use of a long-wavelength camera such as the Xi400 or Xi640. However, since the cavities are made of highly reflective materials like stainless steel or aluminum, monitoring them with an infrared camera when opened is often not ideal. Parasitic reflections, surface features, and material deposits can distort the readings. A more effective approach is to monitor the products as they exit the mold, examining each one individually for accurate temperature measurement. The industrial thermal imaging camera captures a thermal image, when triggered with an external input from the machine. The PIX Connect software then compares these infrared images (actual) with stored reference images (target). Any identified temperature differences are the basis for a good/bad decision, which is communicated back to the handling system.
Particularly critical areas on the molded part are defined in advance and described as zones to be monitored. If the temperatures in one of the defined zones exceed or fall below a specified value, an alarm is triggered, which can be used for further operations in the process. For example, a reject switch can select the faulty component. The operator learns to “see thermally” as soon as the injection molding process is set up, as the demolding temperature and its distribution (thermal fingerprint) on the molded part become visible immediately after the system is started up.
The thermal images can be processed additionally with more complicated software solutions. Combined with the IR-ThermoControl or the IR-ThermalSystem online quality control system—developed explicitly for plastics processing by GTT Willi Steinko GmbH and Plexpert GmbH—enable the “inline” detection of thermal errors directly at their source in the injection molding process. The PIX Connect software forwards the thermal data to such software solutions, acting as the central hub that empowers fitters, process technicians, and quality leaders to produce high-quality components rapidly, safely, and efficiently, all while minimizing cycle times. To implement targeted corrective actions, it is essential to identify the root causes of any issues accurately.
The software solution systems provide crucial information, even detecting sporadic effects and trends, such as subtle temperature increases during serial production. This system, which can be easily installed on any injection molding machine in just 5 minutes, offers unparalleled flexibility and availability. Process-oriented user guidance facilitates the definition of control limits and automatically identifies temperature deviations using a reference image system. This allows any discrepancies to be immediately detected. The IR-ThermoControl quality module captures an image of the molded part in every cycle, with the first good part serving as the reference image. Each subsequent recording is compared to the reference image, and an alarm is triggered if a deviation is detected at any point. Warnings are issued by the system based on a set upper and lower limit. This sends signals directly to the injection molding machine or handling system. This technology is used in 2K injection molding as well as in combined foam/compact injection molding.
Using the system in the process also reveals over-injections or unfilled areas on the molded part. It is even possible to detect sink marks on molded parts and blocked cooling channels. The latter is particularly important when using near-contour temperature control. The cooling behavior of plastic parts after production can also be monitored over time. This allows possible causes of warpage in the hotspot area to be identified. In the case of multi-component molds, the system can determine whether the first component has cooled down far enough or whether additional thermal energy is later introduced into the second component, resulting in surface defects.
Boosting Mold Temperature Control and Predictive Maintenance with Thermal Imaging
This approach reliably identifies disturbances such as hotspot formation, fluctuations in flow rate and temperature during tool cooling and tempering, changes in melt temperature or viscosity, and variations in the drying conditions of semi-crystalline materials. It can also detect disruptions in hot runner control and fluctuating convection in the production environment, such as drafts from an open factory door, and assess the time required to achieve thermal process stability.
Key advantages include the ability to adjust mold temperatures on time, which improves the quality of finished products, reduces cycle time, and decreases the number of discarded goods, thereby lowering rejection costs. The system also generates alarms upon detecting hotspots, which facilitates predictive maintenance and helps reduce high maintenance costs.
In addition to its effectiveness and noninvasive nature, our thermal imaging solution is incredibly efficient and cost-effective. Infrared cameras from Optris are especially practical in this application as they are fast. With up to 125Hz frame rate for the PI640i, the cycle time does not need to be decreased for monitoring purposes. The free-of-charge PIX Connect software features the Event Grabber mode, which allows the creation of triggered snapshots and comparison of the thermal images in a snapshot history. Additionally, the infrared imagers are rugged and in an industrial design and offer different interfaces.
Recommended Products















Other Plastic Applications







Talk to us about your IR Temperature Measurement Requirements
There are over 300 different pyrometer variants to choose from in the Optris infrared pyrometer portfolio each optimized for material, spot size, distance from the target, and environmental conditions. Fortunately, there is a trained engineer to phone or chat with to guide you through the process of choosing the perfect infrared sensor for your application.
The same support is available for the extensive IR camera product line.
