

Infrared Temperature Control as a Key Factor in Flame Hardening Success
Precise Temperature Measurement Enhances Flame Hardening, Ensuring Optimal Hardness and Wear Resistance.
Challenge
Flame hardening requires precise surface temperature control to avoid overheating and material defects. However, conventional temperature sensors struggle to measure accurately through flames, as combustion gases and flame radiation interfere with readings, risking faulty hardening results and reduced component quality.
Solution
By using infrared sensors operating at 3.9 µm, thermal measurements can effectively pass through combustion gases with minimal interference. This enables reliable, non-contact temperature monitoring of the metal surface during flame hardening, ensuring process accuracy despite flame and gas emissions.
Benefits
- Enables precise control of surface temperature during flame exposure
- Minimizes risk of brittleness and cracking from overheating
- Supports consistent hardening results across complex geometries
- Reduces costly trial-and-error in process setup
- Improves safety by enabling remote, non-contact thermal monitoring
The Critical Role of Temperature Measurement in Successful Flame Hardening
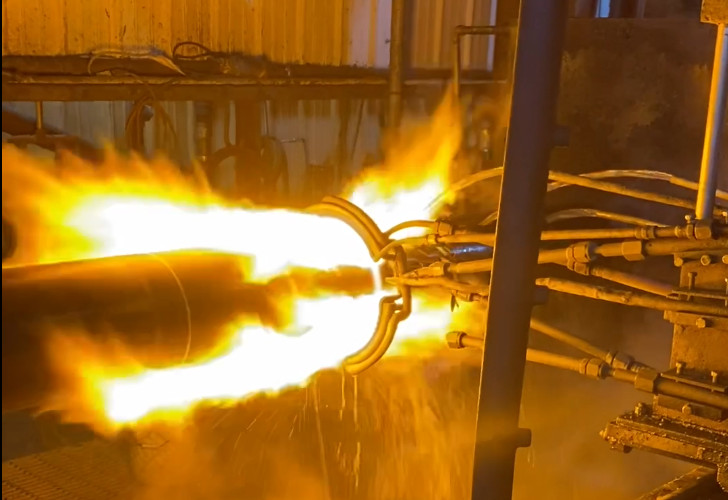
Flame hardening is a heat treatment process widely used on parts made from mild steels, alloy steels, medium carbon steels, and cast iron. This process involves heating the surface of the metal directly with oxy-gas flames until it reaches its austenitization temperature. At this critical temperature, the surface structure transforms while the core remains softer and unchanged. Immediate quenching is then required to achieve the desired hardness, as the rapid cooling solidifies a hard surface layer, greatly enhancing the metal’s resistance to wear and corrosion. Before hardening, the steel surface typically consists of austenite or ferrite, which are converted into martensite through flame-hardening.
Flame hardening can be applied either differentially, focusing on specific areas, or uniformly across the entire surface of a workpiece. The success of this process is influenced by several factors, including flame intensity, heating duration, quenching speed and temperature, and the material’s elemental composition. The flame is generated using gases that can achieve high, stable temperatures, most commonly a mixture of oxygen and acetylene, though propane may also be used.
One of the critical advantages of flame hardening is its ability to improve wear resistance, reduce processing times, and minimize distortion while remaining cost-effective. However, there are also significant challenges. The open flame introduces fire hazards, and the hardened martensite, though tough, can become brittle if overheated, leading to potential cracking and flaking. Furthermore, flame hardening is inherently less precise than other case hardening methods, such as induction hardening or boronizing, and the process can lead to oxidation or decarburization of the material.
Accurate temperature measurement is not just important, but absolutely critical for the success of flame hardening. The precise control of the surface temperature directly impacts the quality of the hardened layer. However, conventional infrared sensors often fall short in this application, as the flame can interfere with the infrared signal, leading to inaccurate temperature readings. Additionally, there is a risk that the sensor might mistakenly register the temperature of the flame rather than the workpiece itself. This emphasis on the criticality of accurate temperature measurement makes the audience feel the importance of this aspect in achieving the desired hardening results and avoiding defects.

Thermal Monitoring in Flame Hardening: Seeing Through Flames with 3.9µm Infrared Sensors
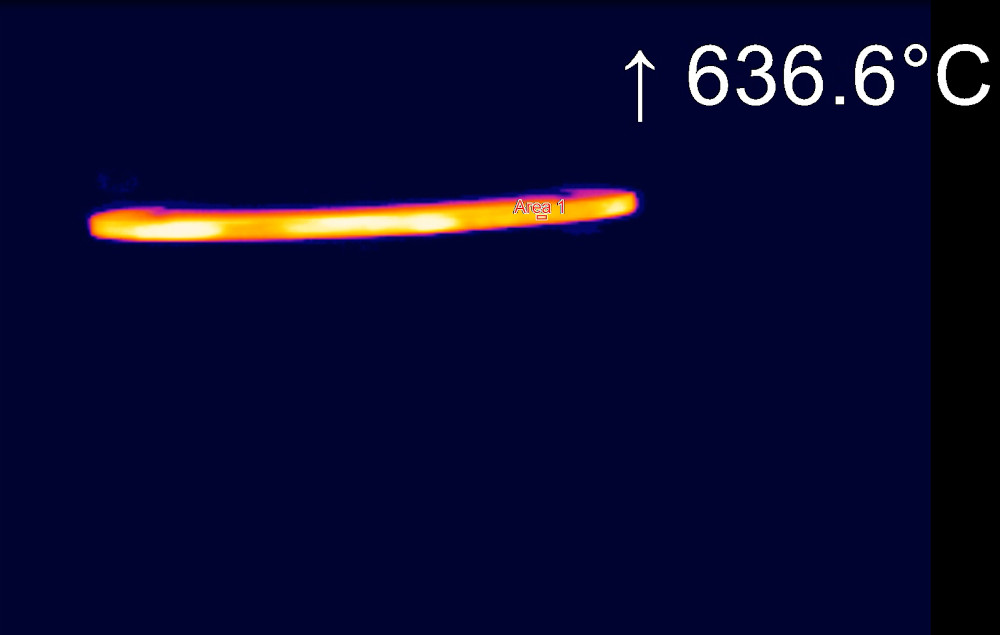
When hydrocarbon gases burn, the infrared energy emitted comes not only from the flame itself but also from the byproducts of combustion, such as water vapor (H2O) and carbon dioxide (CO2). These gases emit infrared radiation across various wavelengths, which can interfere with accurate thermal measurements taken through the flame. Traditional infrared devices measure the flame, not the part.
To obtain precise thermal measurements in such conditions, using a wavelength region where both water vapor and CO2 have high transmittance is crucial, allowing infrared radiation to pass through with minimal absorption. Additionally, this wavelength must be far removed from the intense infrared energy emitted by the flame to avoid interference and ensure accurate readings.
The wavelength band around 3.7µm to 3.9µm is particularly suitable for these measurements. This specific range is chosen because it offers a delicate balance of high transmittance for H2O and CO2 while being relatively free from the radiant energy of the flame itself. This balance ensures more accurate temperature readings through the flame without the distortions caused by the emitted infrared radiation of the flame and combustion gases, making it an effective choice for thermal measurements.
Non-contact methods are essential; using a 3.9µm wavelength, the pyrometer or imager “sees” through the flame and measures the hot metal surface.
Cost-Effective Solutions for Reliable Flame-Hardening Process Control
Detecting infrared radiation within this specific wavelength typically requires the use of cooled detectors. While these cameras offer high-precision thermal imaging by reducing sensor noise through cryogenic cooling, they are expensive due to their complex systems and require regular, costly maintenance. Additionally, they have longer start-up times and are larger and heavier, which makes them less practical for large-scale process automation.
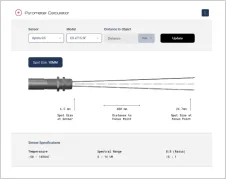
In contrast, the CTLaser MT pyrometer provides accurate temperature measurement through flames, with a wide temperature range from 200 °C to 1650 °C. Its robust stainless-steel housing, dual laser aiming system, and versatile analog and digital output options ensure precise targeting and better control of the flame-hardening process, helping to prevent overheating and brittleness.
For imaging needs, the Xi410 MT infrared camera, equipped with a 3.9µm filter, offers an affordable alternative. Although uncooled, it is recommended to use the Xi410 MT in conjunction with the CTLaser MT pyrometer for enhanced temperature accuracy. The PIX Connect software facilitates this by allowing the pyrometer’s 4-20mA output to correct temperature offsets in the infrared camera.
Given the varying compositions of flame gases, it is advisable to test the CTLaser MT or Xi410 MT for each specific application with support from Optris distributors or application engineers.
Recommended Products




















Other Metal Applications











Talk to us about your IR Temperature Measurement Requirements
There are over 300 different pyrometer variants to choose from in the Optris infrared pyrometer portfolio each optimized for material, spot size, distance from the target, and environmental conditions. Fortunately, there is a trained engineer to phone or chat with to guide you through the process of choosing the perfect infrared sensor for your application.
The same support is available for the extensive IR camera product line.
