

How Temperature Monitoring Improves Precision and Reduces Defects in Laser Metal Deposition
Temperature Monitoring with Laser-Safe Infrared Imaging Solutions in Metal Additive Manufacturing
Challenge
Laser Metal Deposition demands precise thermal control to prevent defects like porosity, cracking, and distortion. Inconsistent temperature can compromise mechanical properties and cause residual stress. Monitoring is difficult due to rapidly changing thermal dynamics, complex geometries, and interference from high-energy laser light during the process.
Solution
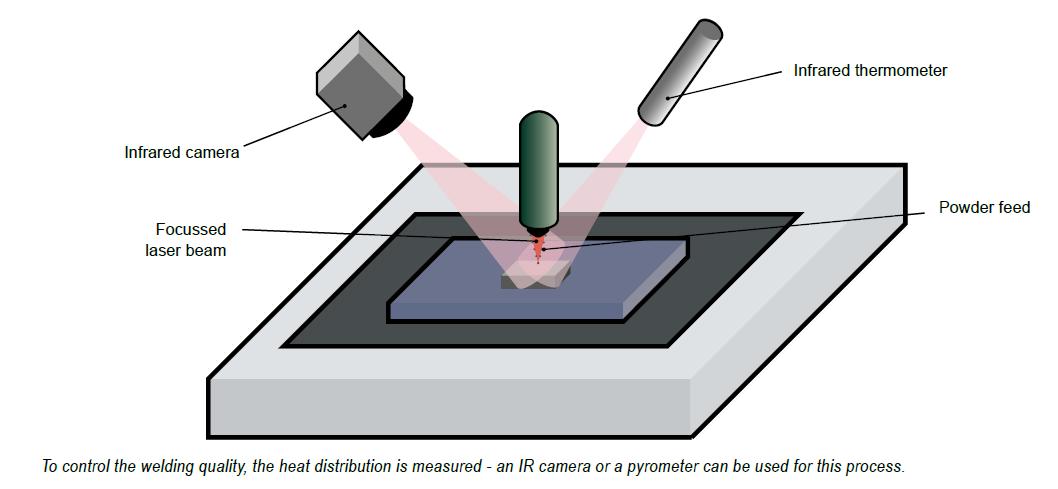
Thermal imaging with infrared cameras enables real-time temperature monitoring during deposition, allowing operators to optimize heat input, adjust parameters dynamically, and detect defects early. Short-wave cameras with integrated filters avoid laser interference, ensuring accurate temperature measurement even on reflective metal surfaces under high-energy laser exposure.
Benefits
- Ensures early detection of deposition defects during additive manufacturing
- Enables fine-tuning of process parameters for optimal material properties
- Reduces residual stress and geometric distortions in final components
- Improves process consistency through real-time thermal feedback
- Enhances structural reliability and reduces the risk of manufacturing failures
Laser Metal Deposition with fewer Metallurgical Defects, Residual Stresses, and Distortions
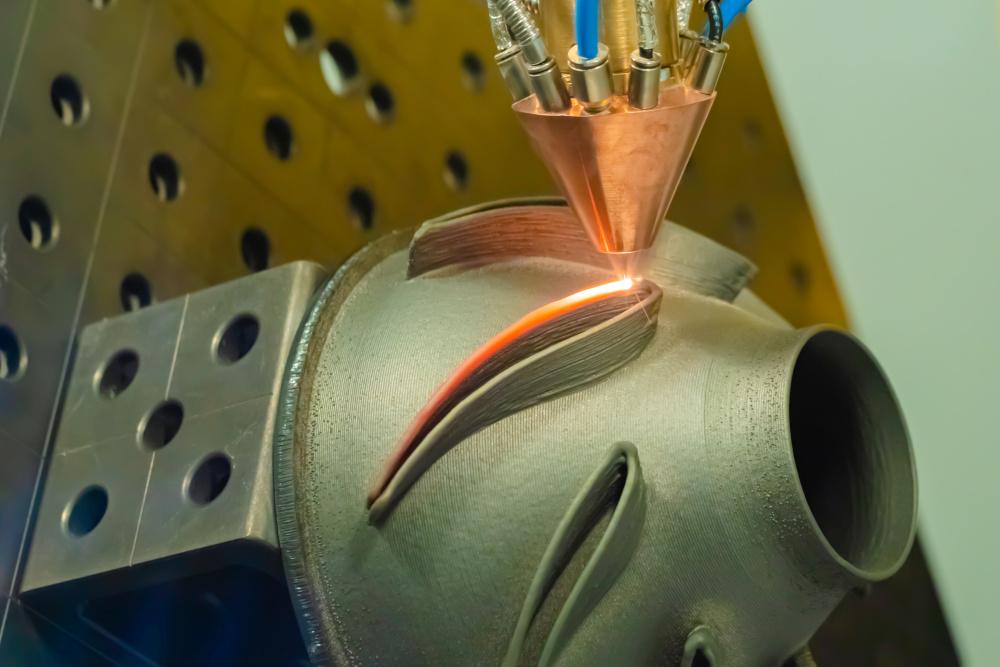
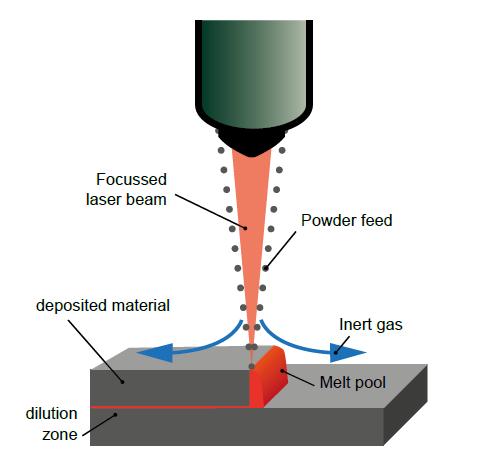
Laser Metal Deposition (LMD) is an advanced additive manufacturing technique used to create or modify complex 3D geometries from metals and metal-ceramic compounds. In this process, a laser beam generates a pool of molten metal on a metallic substrate, into which metal powder is continuously fed through a nozzle. This method is also employed for repairing and coating applications, offering significant precision and material flexibility advantages. Typically, a solid-state laser operating at 1064 nm or sometimes a CO₂ laser (10.6 μm) is used.
Temperature monitoring in Laser Metal Deposition (LMD) is crucial for improving the quality and reliability of the manufacturing process. By closely tracking the thermal dynamics in real-time, it becomes possible to detect and mitigate conditions that lead to metallurgical defects like porosity, cracks, and geometrical distortions. This monitoring also enables the fine-tuning of process parameters, such as laser power and scanning speed, which directly influence the melt pool temperature and, consequently, the microstructure and mechanical properties of the final product.
Additionally, temperature monitoring helps control the effects of various deposition strategies on heat diffusion, thereby ensuring more consistent outcomes. It plays a significant role in assessing and minimizing residual stresses and distortions, especially through adjustments in dwell time and other process strategies. As part of developing closed-loop systems for online control, temperature monitoring provides essential feedback, enhancing process performance and reducing defects. Furthermore, it allows for a better understanding of the relationship between thermal characteristics, such as cooling rates and thermal gradients, and the mechanical properties of components. By detecting deposition defects early, thermal monitoring ensures the structural integrity of the components, preventing manufacturing failures and optimizing the overall production quality.
Infrared Imagers with Notch and Long-Pass Filters in High-Energy Laser Environments
The infrared sensor for non-contact temperature measurement must endure the high energy density of the laser and its reflections. Typically, LMD processes utilize solid-state lasers operating at 1064 nm or CO₂ lasers at 10.6 μm. Even minimal laser light exposure, such as reflections, can cause significant damage to the infrared camera. To prevent this, two strategies can be employed: using a camera that operates in a wavelength range far from the laser’s wavelength or protecting the camera with a specialized filter. Optris offers notch filters for the PI 1M and long-pass filters for LT cameras to address this challenge.
Infrared imagers like the PI 08M provide comprehensive process insights, unlike single-point pyrometers, which only measure temperature at a single point. The camera’s temperature measuring range should align with the process temperatures for optimal heat distribution recording. The PI 05M, for instance, begins measuring at 900 °C, which may limit heat distribution data to a small area around the laser impact zone if the temperature falls below this range. This infrared camera is best suited for higher-temperature applications where extensive heat distribution can be captured. The Optris PI 08M offers a balanced solution, measuring at a wavelength of 800 nm and starting at 575 °C, ensuring optimal visibility of heat distribution.
Short-Wave Infrared Cameras with Integrated Laser-blocking Filters for Accurate Metal Temperature Measurement
Emissivity plays a critical role in accurately measuring temperatures, as it varies depending on several factors and must be carefully adjusted to suit specific applications. Theoretically, emissivity is influenced by the material’s properties, surface quality, temperature, wavelength, measurement angle, and the configuration used during measurement. Non-metallic surfaces often have a consistent emissivity across different wavelengths but emit less radiation than ideal blackbody radiators, categorizing them as gray bodies. In contrast, metallic surfaces, whose emissivity changes with temperature and wavelength, are referred to as selective radiators.
For accurate temperature measurement of metals, it is generally recommended to operate in the short-wave range. This is because metal surfaces exhibit their highest radiation intensity and emissivity at higher temperatures and shorter wavelengths. Additionally, at these shorter wavelengths, the emissivity of metals more closely aligns with that of metal oxides, minimizing the potential for temperature measurement errors due to emissivity changes.
However, this approach must account for the laser’s interaction with the material, as the material’s absorption equals its emissivity, following Kirchhoff’s law of thermal radiation. Although lasers operate with a much narrower bandwidth than infrared cameras, using a notch filter is essential to block the high-power laser light and prevent crosstalk that could damage the infrared camera.
Optris offers specialized infrared cameras designed for laser applications. The PI infrared imagers are easy to integrate into various systems, supporting both analog and digital outputs. In some machine integration setups, manufacturers use the PI infrared camera with a Linux computer, leveraging the SDK to develop custom software that ensures optimal process control and synchronization with other systems.
Recommended Products








Other 3D Printing & Additive Manufacturing Applications







Talk to us about your IR Temperature Measurement Requirements
There are over 300 different pyrometer variants to choose from in the Optris infrared pyrometer portfolio each optimized for material, spot size, distance from the target, and environmental conditions. Fortunately, there is a trained engineer to phone or chat with to guide you through the process of choosing the perfect infrared sensor for your application.
The same support is available for the extensive IR camera product line.
